专注数控车床研发生产销售
数控车床设备行业诚信厂家
全国服务咨询热线
0538-8606989
专注数控车床研发生产销售
数控车床设备行业诚信厂家
全国服务咨询热线
0538-8606989

联系电话:0538-8606989
联 系 人:宋经理
手机号码:15264895829
公司邮箱:sxw@taianhaishu.com
QQ: 690569857
微信:690569857
邮 编:271000
公司地址:山东省泰安市岱岳区山口工业园

扫描二维码加微信咨询
数控车床前对刀原理及对刀方法
数控车床前对刀原理及对刀方法:对刀是数控加工中的主要操作和重要技能。在一定条件下,对刀的精度可以决定零件的加工精度,同时,对刀效率还直接影响数控加工效率。 仅仅知道对刀方法是不够的,还要知道数控系统的各种对刀设置方式,以及这些方式在加工程序中的调用方法,同时要知道各种对刀方式的优缺点、使用条件(下面的论述是以FANUC OiMate数控系统为例)等。
1. 为什么要对刀

一般来说,零件的数控加工编程和上机床加工是分开进行的。数控编程员根据零件的设计图纸,选定一个方便编程的坐标系及其原点,我们称之为程序坐标系和程序原点。程序原点一般与零件的工艺基准或设计基准重合,因此又称作工件原点。
数控车床通电后,须进行回零(参考点)操作,其目的是建立数控车床进行位置测量、控制、显示的统一基准,该点就是所谓的机床原点,它的位置由机床位置传感器决定。由于机床回零后,刀具(刀尖)的位置距离机床原点是固定不变的,因此,为便于对刀和加工,可将机床回零后刀尖的位置看作机床原点。
在图1中,O是程序原点,O'是机床回零后以刀尖位置为参照的机床原点。
编程员按程序坐标系中的坐标数据编制刀具(刀尖)的运行轨迹。由于刀尖的初始位置(机床原点)与程序原点存在X向偏移距离和Z向偏移距离,使得实际的刀尖位置与程序指令的位置有同样的偏移距离,因此,须将该距离测量出来并设置进数控系统,使系统据此调整刀尖的运动轨迹。
所谓对刀,其实质就是侧量程序原点与机床原点之间的偏移距离并设置程序原点在以刀尖为参照的机床坐标系里的坐标。
2. 试切对刀原理
对刀的方法有很多种,按对刀的精度可分为粗略对刀和精确对刀;按是否采用对刀仪可分为手动对刀和自动对刀;按是否采用基准刀,又可分为绝对对刀和相对对刀等。但无论采用哪种对刀方式,都离不开试切对刀,试切对刀是根本的对刀方法。
以图2为例,试切对刀步骤如下:
①在手动操作方式下,用所选刀具在加工余量范围内试切工件外圆,记下此时显示屏中的X坐标值,记为Xa。(注意:数控车床显示和编程的X坐标一般为直径值)。
②将刀具沿+Z方向退回到工件端面余量处一点(假定为α点)切削端面,记录此时显示屏中的Z坐标值,记为Za。
③测量试切后的工件外圆直径,记为φ。
如果程序原点O设在工件端面(一般必须是已经精加工完毕的端面)与回转中心的交点,则程序原点O在机床坐标系中的坐标为
Xo=Xa-φ(1)
Zo=Za
注意:公式中的坐标值均为负值。将Xo、Zo设置 进数控系统即完成对刀设置。
3. 程序原点(工件原点)的设置方式
在FANUC数控系统中,有以下几种设置程序原点的方式:①设置刀具偏移量补偿;②用G50设置刀具起点;③用G54~G59设置程序原点;④用“工件移”设置程序原点。
程序原点设置是对刀不可缺少的组成部分。每种设置方法有不同的编程使用方式、不同的应用条件和不同的工作效率。各种设置方式可以组合使用。
(1)设置刀具偏移量补偿车床的刀具补偿包括刀具的“磨损量”补偿参数和“形状”补偿参数,两者之和构成车刀偏移量补偿参数。试切对刀获得的偏移一般设置在“形状”补偿参数中。
试切对刀并设置刀偏步骤如下: ①用外圆车刀试车-外圆,沿+Z轴退出并保持X坐标不变。
②测量外圆直径,记为φ。
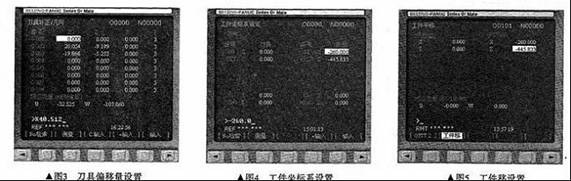
③按“OFSET SET”(偏移设置)键→进入“形状”补偿参数设定界面→将光标移到与刀位号相对应的位置后,输人Xφ(注意:此处的φ代表直径值,而不是一符号,以下同),按“测量”键,系统自动按公式(1)计算出X方向刀具偏移量(如图3所示)。
注意:也可在对应位置处直接输人经计算或从显示屏得到的数值,按“输人”键设置。④用外圆车刀试车工件端面,沿+X轴退出并保持Z坐标不变。
⑤按“OFSET SET”键→进人“形状”补偿参数设定界面→将光标移到与刀位号相对应的位置后,输人Zo,按“测量”键,系统自动按公式(1)计算出Z方向刀具偏移量。同样也可以自行“输入”偏移量。
⑥设置的刀具偏移量在数控程序中用T代码调用。
这种方式具有易懂、操作简单、编程与对刀可以完全分开进行等优点。同时,在各种组合设置方式中都会用到刀偏设置,因此在对刀中应用为普遍。
(2)用G50设置刀具起点
①用外圆车刀试车一段外圆,沿+Z轴退至端面余量内的一点(假定为a点)。
②测量外圆直径,记为φ。
③选择“MDI”(手动指令输入)模式,输人GO1 U一φF0. 3,切端面到中心(程序原点)。
④选择“MDI”模式,输人G50 X0 ZO,按“启动”按钮。把刀尖当前位置设为机床坐标系中的坐标(0,0),此时程序原点与机床原点重合。
⑤选择“MDI”模式,输入GO X150 2200,使刀尖移动到起刀点。该点为刀具离开工件、便于换刀的任意位置,此处假设为b点,坐标为(1.50、200)。
⑥加工程序的开头必须是G50 X150 2200,即把刀尖所在位置设为机床坐标系的坐标(150,200)。此时刀尖的程序坐标(150,200)与刀尖的机床坐标(150,200)在同一位置,程序原点仍与机床原点重合。
⑦当用G50 X150 2200设置刀具起点坐标时,基准刀程序起点位置和终点位置必须相同,即在程序结束前,需用指令GO X150 2200使基准刀具回到同一点,才能保证重复加工不乱刀。
⑧若用第二参考点G30,并在数控系统的参数里将第二参考点设为起刀点位置,能保证重复加工不乱刀,此时程序开头为:G30 UO WO; G50 X150 Z200。
⑨若不用上述③、④、⑤步骤中的GO1 U~φF0.3、G50 XO ZO.GO X150 2200指令来获得起刀点位置,也可用下述公式计算指定起刀点在机床坐标系(显示屏)中的坐标:
Xb=Xa-φ+150(2) Zb=Za+200
然后用点动或脉冲操作,使刀尖移动到(Xb,Zb)位置。
泰安海数专业为您生产提供数控车床,山东数控车床,cnc数控车床厂家,要了解更多关于数控车床,cnc数控车床的信息请来电咨询!
泰安海数机械制造有限公司 技术中心 供稿
2011年9月16日
数控车床研发,每一个问题我们都不容忽视!
怎么样使我的设备机器拥有更长的使用寿命?
怎么样让设备具有更高的生产效率?
怎么样保证机器设备简单易学?
... ...
了解数控车床
从我们的网站开始!
全国咨询服务热线:0538-8606989